复杂弯轴类锻压件工艺分析
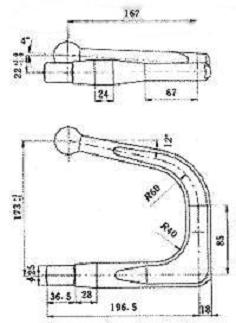
复杂弯轴类锻压件其特点是轴线呈空间曲线形,多向弯曲,截面差与落差大,外形复杂,锻压件成形与模具加工难度较大。以左转向节臂(图1)为例,按传统的锤上模锻工艺,一般要采用拨长—滚压—弯曲—锻压件等工步。其突出缺点是锻压件精度较差,工作时震动噪音大,材料消耗与能耗大,劳动条件差。如采用较先进的热模锻压力机成形法,虽然工人劳动条件好,生产率及锻压件尺寸精度较高,也便于实现机械化和自动化,但其突出缺点是制造成本高,不便于拔长、滚压等制坯工步,需配其它辅助设备制坯。
针对现有锻压件工艺的诸多问题及复杂弯轴类锻压件自身的技术特点,我们确定了辊锻——摩擦压力机模锻复合锻压件工艺的方案,其工艺流程为:下料→中频感应加热→辊锻制坯→弯曲→锻压件→切边→校正→锻压件质量检测。本工艺方案采用中频感应加热不仅提高了锻压件表面质量,稳定了工艺过程,也可提高生产率,改善劳动环境。多道次辊锻制坯,可有效地解决复杂弯轴锻压件截面差大的问题,使制坯形状更接近于这类锻压件展开后的直线形状和尺寸,减少锻压件飞边,节省原材料。由于摩擦压力机具有模锻锤和锻压机的双重工作特性,在摩擦压力机上进行弯曲成形、预锻、终锻及校正成形,有利于稳定工艺过程,保证锻压件质量,同时也具有很高的生产率。
本文来源于http://www.tzcse.com转载请注明出处
本文来源于http://www.tzcse.com转载请注明出处
上一篇:上一篇:精密锻压件金属表面形变强化
下一篇:下一篇:没有了
下一篇:下一篇:没有了